24С�r�N�۟ᾀ
138-0382-7591
151-3711-8131
24С�r�N�۟ᾀ
138-0382-7591
151-3711-8131


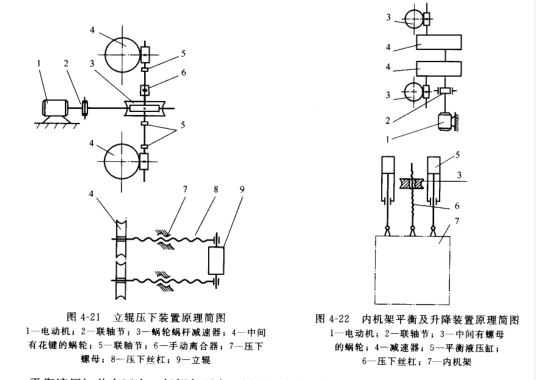
���������b��ԭ����D4-21��ʾ����Ҫ��늄әC1���S��2���ɼ��傐�U�p3��4��������ĸ7�����½z��8���ք��x����6�Ȳ����M�ɡ������b�ù���ԭ���c����܈�C�����b�û�����ͬ���Ѓ������b�ã��քe��2��������
�șC��ƽ�⼰�����b��
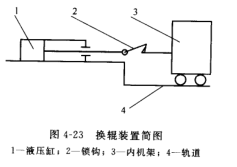
�șC��ƽ�⼰�����b��ԭ����D4-22��ʾ����Ҫ��늄әC1���S��2���u݆�U�p����3���A���X݆�p����4��ƽ��Һ����5���z�U6���șC��7�Ȳ����M�ɡ�
ƽ��Һ�������Ă�����߸��ɂ�����ƽ��șC�ܵ�������Һ����������10MPa��
�șC���а��b�Ѓɂ���܈݁���l�b�ã����l�b�õ�����������܈���M��������Ŀ����С�܈݁�S���{���b�õ�������ʹ��܈݁�Ŀ��͌�����
�ڃɂ������������M���ͣ�Ҫ���F��ͬ����܈�ƣ����ʹ�șC���ش������Ƅӣ�����Cе650����܈�C�șC���Ƅ�����500mm���șC�������b���˃șC�ܵ��������șC�������b�õ���һ��������ʹ�șC�����ƣ����șC���²��Ă�����݆��������܉���ϣ����Ԍ��F�Q݁��
�șC�������Ĺ����^�̞飺늄әC1���Ӄ��_б�X݆�p�ٙC4���ַքe����̩�u݆�U�p�ٙC3���u݆�ăȿ؞���ĸ���u݆�D��ʹ�z�U6�����Ƅӣ��Ķ����F�˃șC��7�������Ƅӡ�
����Cе650����܈�C�șC��ƽ�⼰�����b�õ���Ҫ�����飺늙C����6KW���D��575~1150r/min�����ٱ�i=20���z�U220��20.
���ģ��Q݁�b��
�Q݁�b��Ҋ�D��D4-23��ʾ����Ҫ��Һ����1���i�^2���șC��3��݁��4�M�ɡ�






















 ԥ���W���� 41910102000680̖
ԥ���W���� 41910102000680̖